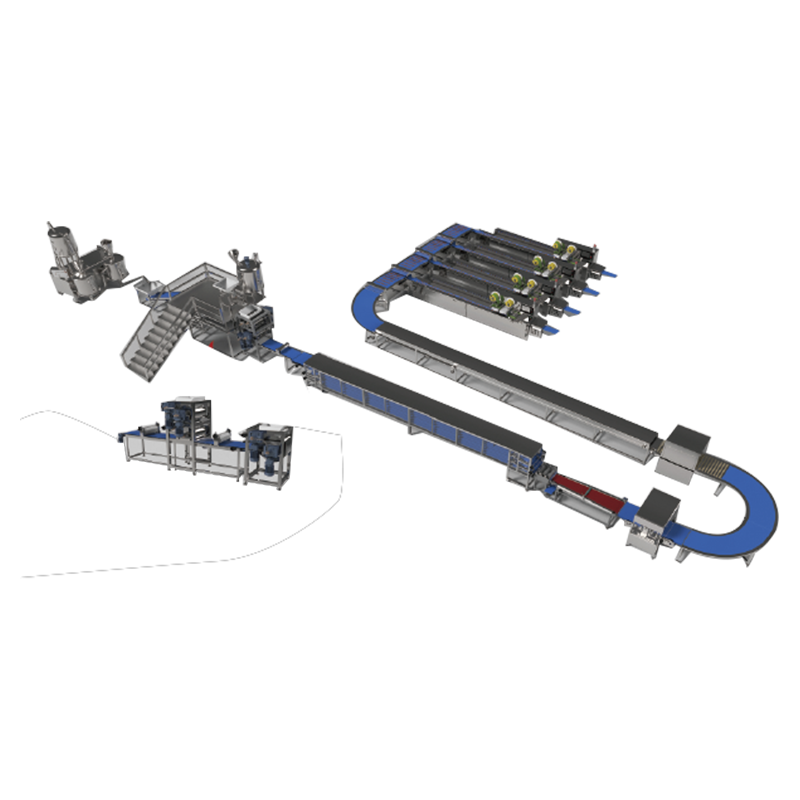
un Línea de procesamiento de barras de chocolate Snicker es un conjunto integrado de equipos de fabricación de alimentos diseñado para producir barras de confitería de chocolate en capas a escala. La conclusión central es sencilla: una línea de producción de Snicker completa y bien configurada puede alcanzar producciones de 150 a 600 kg/hora , según el grado del equipo, el nivel de automatización y las especificaciones del producto. Esto lo convierte en uno de los formatos más eficientes para la fabricación de barras de chocolate en grandes volúmenes.
Por lo general, la línea se encarga de cada etapa, desde la cocción del turrón y la preparación del caramelo hasta la estratificación del maní, el recubrimiento del chocolate, el enfriamiento, el corte y el empaque final, todo dentro de un flujo automatizado continuo. Comprender cómo funciona cada módulo ayuda a los fabricantes a optimizar el rendimiento, reducir el desperdicio y mantener una calidad constante del producto.
un standard Línea de producción de risitas sigue una secuencia lógica de etapas de procesamiento. Cada etapa contribuye a la integridad estructural y la calidad sensorial de la barra final.
La capa base de una barra estilo Snicker es turrón, que se produce mezclando jarabe de azúcar aireado, glucosa, clara de huevo y grasa en una batidora continua o por lotes. A continuación, el turrón se deposita sobre una cinta transportadora o en una formadora de desbastes, donde se prensa hasta obtener un espesor uniforme típicamente entre 10 y 20 mm . La textura consistente en esta etapa es crítica para la precisión del corte posterior.
El caramelo se prepara en un cocedor continuo de caramelo que combina azúcar, jarabe de glucosa, nata o grasa y emulsionantes bajo calor controlado. El caramelo cocido se deposita sobre la capa de turrón mientras aún está maleable. La temperatura del caramelo en el momento de la deposición normalmente se mantiene entre 60 y 75 °C. para asegurar una correcta adherencia sin deformar el turrón de debajo.
Los cacahuetes enteros o medio tostados se distribuyen uniformemente sobre la superficie del caramelo mediante un alimentador vibratorio o un aplicador de rodillo. Un rodillo de presión suave asegura que los cacahuetes se incrusten en la capa de caramelo. La uniformidad de la cobertura del maní afecta directamente la consistencia visual y la precisión del peso. en la barra terminada.
La losa ensamblada, compuesta de turrón, caramelo y maní, pasa a través de un túnel de enfriamiento donde las temperaturas se reducen a por debajo de 18°C . Esto reafirma la estructura antes de cortar. Luego, un cortador giratorio o de alambre divide la losa en piezas individuales del tamaño de una barra con una pérdida mínima de producto.
Las barras individuales pasan a través de una cámara de chocolate donde el chocolate templado (normalmente a 29–32°C para variantes oscuras o lechosas) cubre todas las superficies de manera uniforme. Un soplador de aire elimina el exceso de chocolate del fondo y una mesa vibratoria alisa el revestimiento de la superficie antes de que las barras entren al túnel de enfriamiento final.
unfter enrobing, bars travel through a refrigerated tunnel at 8–14°C durante varios minutos para fijar la cáscara de chocolate. Luego, las barras completamente fraguadas se transfieren a máquinas automáticas de envasado en flujo o envasado en almohada, completando el ciclo de producción.
Cada etapa de procesamiento requiere equipo especializado. A continuación se muestra una descripción general de los componentes principales de la maquinaria y sus funciones funcionales:
| Equipo | Función | Parámetro clave |
|---|---|---|
| Mezclador y formador de turrón | unerates and shapes the nougat base layer | Producción: 100–500 kg/h |
| Cocedor de caramelo | Cocina y deposita caramelo a temperatura controlada. | Temperatura: 60–75°C |
| Alimentador/aplicador de maní | Distribuye los cacahuetes uniformemente sobre el caramelo. | Uniformidad de cobertura ±3% |
| Túnel de enfriamiento de losa | Reafirma la losa en capas para cortar. | Temperatura del túnel: 10–18°C |
| Cortador rotativo/alambre | Corta losa en barras individuales | Velocidad de corte: hasta 120 cortes/min |
| Bañador de chocolate | Cubre las barras con chocolate templado | Temperatura del chocolate: 29–32°C |
| Túnel de enfriamiento final | Establece la cáscara de chocolate. | Temperatura del túnel: 8–14°C |
| Máquina envasadora/envasadora de flujo | Envuelve individualmente barras terminadas | Velocidad: hasta 600 bares/min |
Las modernas líneas de procesamiento de barras de chocolate Snicker están disponibles en tres niveles de automatización general, cada uno de ellos adaptado a diferentes escalas de producción y niveles de inversión:
Para un fabricante de mediana escala que tiene como objetivo producir entre 500.000 y 1.000.000 de barras por día, una línea totalmente automatizada que funcione a 400 kg/h con un peso promedio de barras de 50 g produciría aproximadamente 8.000 bares por hora o 192.000 bares por turno de 24 horas .
Mantener una calidad constante de las barras requiere un control activo en varios puntos de control en toda la línea de producción de Snicker:
El diseño apto para uso alimentario no es negociable en una línea de procesamiento de barras de chocolate. Los principios clave de diseño incluyen:
Incluso las líneas bien configuradas encuentran problemas recurrentes. A continuación se detallan los desafíos más comunes y las soluciones prácticas:
| Desafío | causa | Solución |
|---|---|---|
| Caramelo pegado a los cortadores | Caramelo demasiado caliente en la etapa de corte | Reducir la temperatura del túnel de enfriamiento de losa entre 2 y 3 °C |
| Cobertura de chocolate desigual | Chocolate fuera de rango | Recalibrar la unidad de templado; comprobar si hay desencadenantes de la floración de grasa |
| Variación del peso de la barra >±3g | Inconsistencia en el espesor de la capa de turrón o caramelo | Inspeccionar las boquillas del depositador; recalibrar los rodillos anteriores |
| Huecos de maní en los bares | Vibración del alimentador demasiado alta o baja | undjust vibratory feeder frequency; clean hopper sensors |
| Desalineación del embalaje | Variación de la longitud de la barra después del corte. | Sincronice la velocidad del cortador con la velocidad de la cinta transportadora |
Los túneles de refrigeración y los recipientes de cocción son los mayores consumidores de energía en una línea de producción de Snicker y, en conjunto, representan 55-70% del consumo total de energía de la línea . Las medidas prácticas para reducir los costos de energía incluyen:
un well-optimized fully automated line can produce one kilogram of finished bar using aproximadamente 0,3–0,6 kWh , dependiendo de las condiciones climáticas y la distribución de la planta.
un full line including nougat forming, caramel, peanut application, enrobing, and packaging typically requires 40 a 80 metros de largo y de 4 a 8 metros de ancho, según el nivel de automatización y el diseño del túnel de enfriamiento.
Sí. Con depositadores ajustables, moldes modulares y cortadores reconfigurables, la mayoría de las líneas modernas pueden cambiar entre formatos. El tiempo de cambio suele ser 20 a 45 minutos .
El chocolate con leche es el más utilizado, con un contenido de cacao de 25-35% . La bañadora procesa tanto chocolate compuesto pretemplado como chocolate auténtico, según las especificaciones del producto.
un fully automated line at 400 kg/h typically requires 3 a 6 operadores por turno, cubriendo controles de calidad, reposición de empaques y ajustes menores.
Con un embalaje adecuado para envolver y envolver el chocolate, la vida útil de las barras terminadas generalmente es 9 a 12 meses a temperaturas ambiente inferiores a 20°C.
El turrón es la base estándar, pero la línea se puede adaptar para usar capas base de galletas, barquillos o cereales, lo que la convierte en una plataforma versátil para múltiples formatos de barras.

 Línea de producción de chocolate Fábrica de equipos de maquinaria
Línea de producción de chocolate Fábrica de equipos de maquinaria

 中文简体
中文简体 English
English